
Manufacturing high-end electronics is difficult. Making a one-time sample for a demonstration or prototype can be challenging, but the real challenge is finding out how to make it consistently and in a profitable manner.
That’s what Aaron Tucker, Samtec’s Director of Engineering – New Ventures (R&D), said during a recent presentation about the challenges of producing high-density, microminiature connectors. Most of his discussion focused on reducing manufacturing variability. I later caught up with Aaron to pick his brain on this subject.
DANNY: What is variation?
AARON: Variation is the natural tendency of a material, component, or process to vary. Unfortunately, no two things are just alike and there will always be variation. There are an infinite number of variables that can affect how something varies, such as who made it, what time they made it, the composition of the material or alloy, the temperature, atmospheric pressure, humidity — really the list could go on forever.
As engineers, we know this and must design with allowable or pre-determined variation, which we call tolerance. Tolerances have a nominal value (the target) usually accompanied by an upper/lower tolerance limit (sometimes the term upper/lower spec limit is used interchangeably). In engineering, we need to not only understand our variation, but we need to be able to predict how our products and processes will behave (vary) over time.
The first thing we need to do is understand how our components will or will not fit together; we do this with a tolerance analysis. The tolerance analysis is typically performed in the design phases, using basic math to determine how the individual part tolerances “stack up” and affect the entire assembly. Sometimes our assemblies are complex and require the use of sophisticated tolerance analysis software to keep track of the “tolerance loop.” This helps us reach a solution in a timely/efficient manner.
Once the design is complete, we build and measure the parts to see how well we can produce them. We determine what worked and what didn’t, and we make decisions on whether we can relax a tolerance requirement or figure out how to solve an “out-of-spec tolerance.” Once we have the design where we want it, we complete a few small production runs/builds and collect data.
From this data, we not only quantify our variation, but we can also use statistics to predict what the variation will look like over thousands or even millions of produced parts. The statistics we commonly use to help us understand are the “standard deviation” (σ) and “process capability index” (Cpk), shown both mathematically and graphically below.
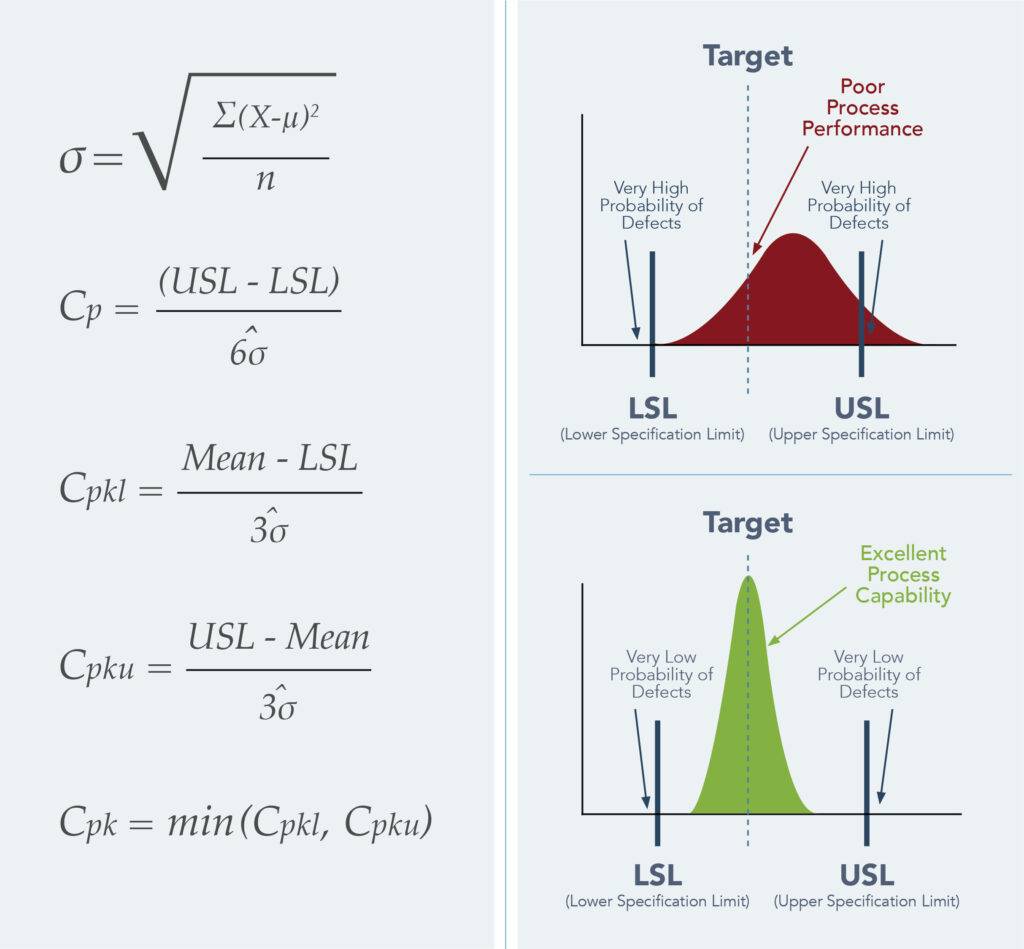
The equations above help us quantify and visualize what our variation looks like, and they simply tell us if we are accurate, precise, or both. From a manufacturing variation standpoint, we want to be both accurate and precise. The green area under the distribution curve above demonstrates we have a process that is well-centered on the target (accurate), and the data is narrowly grouped (precise). The red area under the distribution curve above is not centered on the target and has a much wider distribution. An even simpler way to look at this is depicted below.
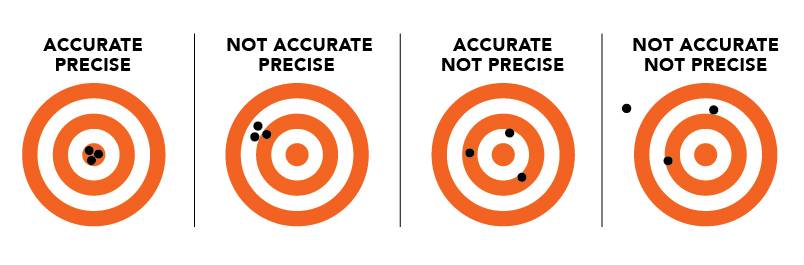
Accurate and precise is what we want.
DANNY: Why is it important?
AARON: We have to meet our customers’ performance and cost expectations. If our products vary too much we will not be able to meet our customers’ performance expectations. Obviously, if we don’t meet our customers’ expectations, they won’t buy our products. More important than the dollars or lack thereof, is the actual impact of a “field failure” caused by manufacturing variation. Our products are used in sophisticated electronic solutions, including satellites, supercomputers, missile defense systems, and medical equipment, among others. The consequences of our product failing in one of these applications could be catastrophic.
Aside from performance, there is also cost. The more our products vary, the more products we scrap, increasing our production costs. Obviously, this is bad for both our customers and Samtec. The goal is to produce the best product at the lowest cost possible and to be competitive across the industry.
In addition to the costs, having to scrap or rebuild our products slows and degrades the quality and speed of our customer service. Samtec lives and breathes “Sudden Service®,” and it goes against our core values if we have to rebuild orders.
DANNY: What are the benefits if a company minimizes manufacturing variation?
AARON: We tend to look at variation from a financial viewpoint (and we will discuss that in more detail in a minute), but our biggest challenge is the ability to ramp and scale to our customers’ requirements. Fortunately, Samtec has done a great job of strategically positioning our product roadmap, diversifying our product/technology mix, and designing products to meet customers’ requirements. Throw in an exponentially growing thirst for more data and faster speeds, and we now have a demand challenge on our hands. Getting our products into our customers’ hands as quickly as possible allows them to service their customers. If we are chasing variations in materials, components, machine settings, etc., then our customers suffer.
Reducing costs is the other big benefit, and that math is simple. The more time and effort required to produce a connector due to scrap or rework, the more it will cost, thus reducing our profit margins. Ancillary benefits include predictability, planning, schedule execution, less “firefighting,” and reduced stress for our employees. I would argue that identifying, understanding, and controlling our manufacturing variation better will enhance our expertise/knowledge, providing a longer-term benefit to our customers.
DANNY: What are the challenges of making all of this happen?
AARON: Time and money. Money and time. Manufacturing variation is challenging because it’s hidden; I call it the “Hidden Enemy.” Manufacturing variation is all around us, but it is hard to see. Much like detectives, engineers are continually searching for the root cause or sources of the variation and must dig to uncover the variables that are contributing to the variation.
Detective work takes time and discipline. Some problems can take months of work to solve. With the growing complexity of our products, rarely is there a single obvious variable. Rather, usually, several variables interrelate. We call this interrelation “confounding of variables.”
In addition to multiple variables that interrelate, we have to postulate which variables we consider important and contribute most to the variation. One of the primary methods we use to determine the correct variables is DOE, or Design of Experiments. DOE is a disciplined strategic methodology used to test a variable’s contribution to the variation. Some people’s natural tendency is to just start “turning knobs” to see if they can get the machine or process to work the way they want it to.
With a DOE we turn only one knob at a time, and we turn that knob to its high position, then to the low position, and then we measure the response. A response lets us know this variable is a key variable. Likewise, if nothing happens, then it is not likely a key variable. Experiments can quickly get more complicated when doing a multifactorial design of experiments. I’ll spare you the details as the broader point is that it just takes time to solve variation challenges.
DANNY: How does all of this look at Samtec?
AARON: We often say at Samtec, “It’s not just pins and plastic anymore.” This refers to the old days when we just sold low-speed pin and socket connectors that were relatively easy to assemble and measure. Today, both our product mix and product complexity are far greater than they were just a few years ago.
Smaller (microminiature), faster (higher data rates), and higher pin counts (density) continue to be the theme and broader challenge. We are actively designing products that operate at 224 Gbps PAM4 or Nyquist frequency of 56 GHz (and I’m even hearing the 448 number thrown around (yikes!)), with more challenging modulation schemes such as PAM4.
Adding to the significant reduction in allowable crosstalk with PAM4 modulation, we have tiny geometries, extremely high pair counts, and tolerance limits in microns (µm), further fueling the need to understand and control variation.
Moving forward, it’s not an “if” we need to control variation better, it is a “must,” as the geometries are smaller and any “small” amount of variation is now a “large” amount of variation.


Leave a Reply