Every day, Samtec’s Application Support Group answers questions about connector mechanical, thermal, and electrical specifications. Designers frequently ask how much current, voltage and power a Samtec connector can carry.
Samtec Associate Dave Scopelliti prepared an excellent document with the goal of taking the confusion out of voltage and power ratings in specifications and in product information publications.
SCOPE
The paper is divided into three sections:
RMS (Root Mean Square) vs. RMS discusses how this term is used in Power vs. Voltage.
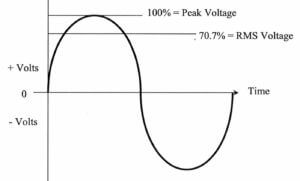
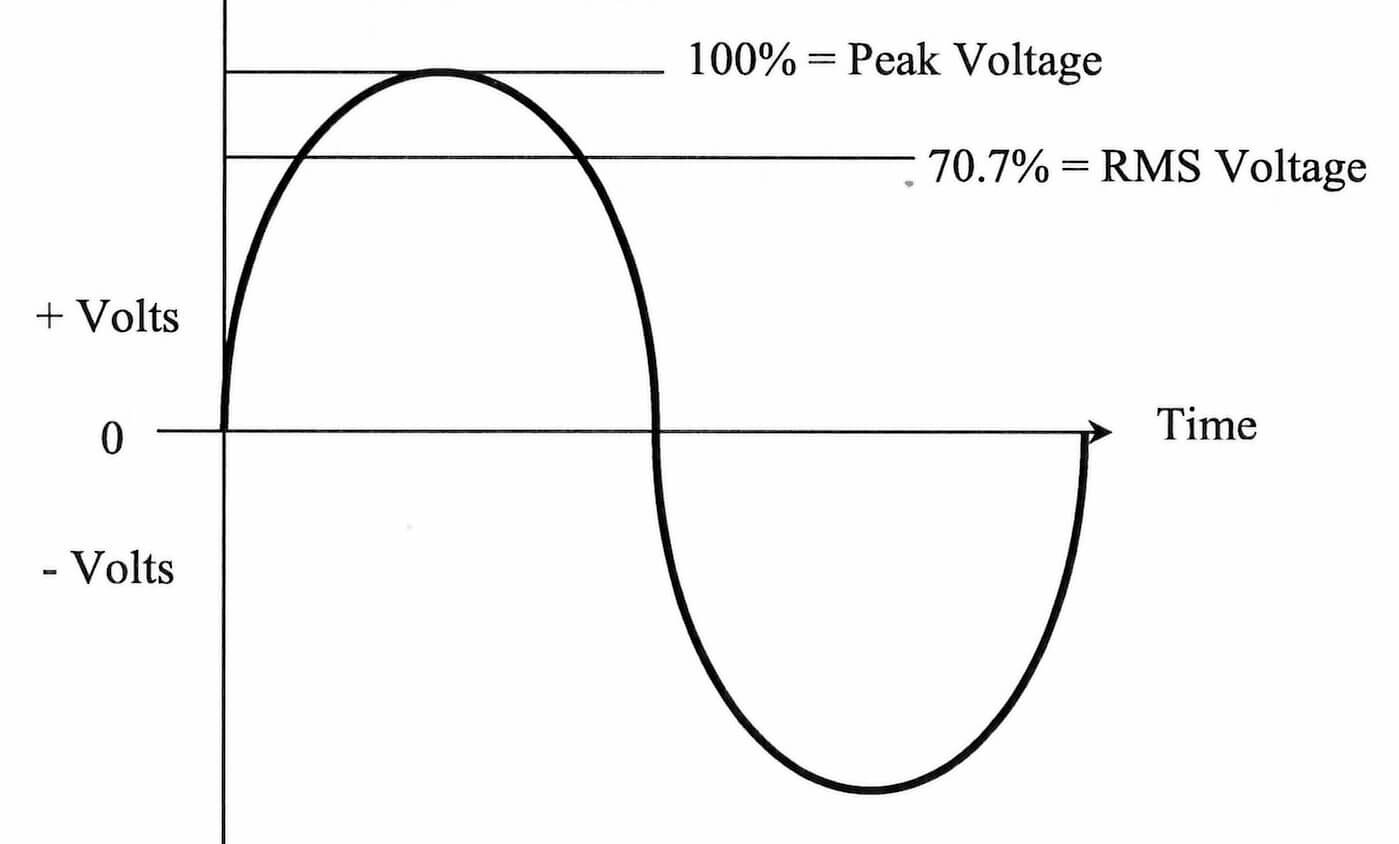
Voltage Ratings discusses the differences between AC and DC volts as well as Peak vs. RMS. Test standards and methods are reviewed and explained.
Power/Current Ratings provides test and measurement details as well as the basic theory surrounding current rating procedures and techniques. AC vs DC and Peak vs. RMS are analyzed with regard to current.
Of course it’s much better to read the entire paper to understand the theories and rationale. But if you just don’t have time to do that, or if you want an overview of the contents to see if you want to deep-dive, here’s a summary:
A. VOLTAGE
Three voltage ratings are called-out in the test reports:
Breakdown Voltage: The failure of the connector.
DWV (75% of breakdown): The non-destructive voltage that the connector or cable assembly should be tested at.
Working Voltage (1/3 of DWV): The maximum continuous voltage that the product should be used at.
B. POWER / CURRENT
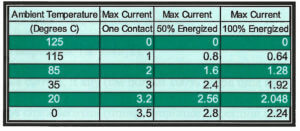
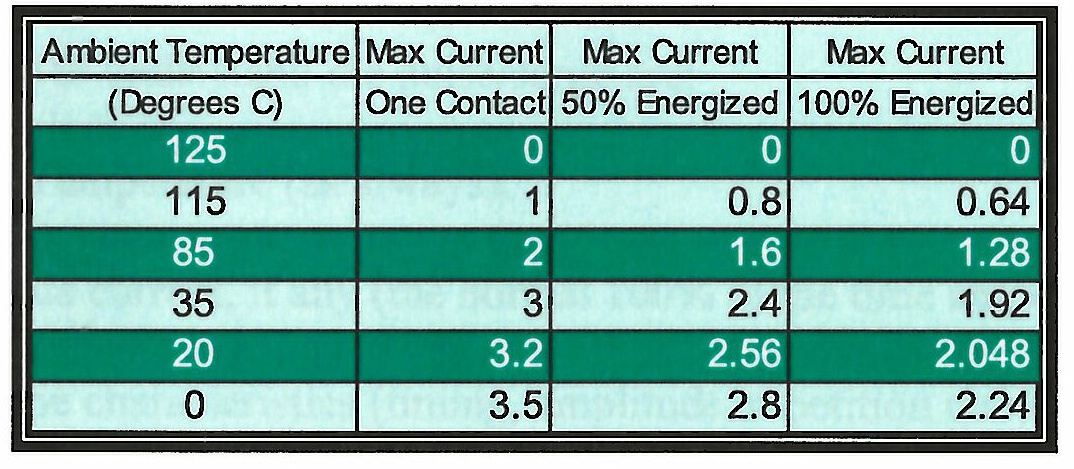
The current is limited by the ambient temperature and the number of contacts to be energized simultaneously.
Doubling the current creates four times the heat (i.e., the temperature rise).
A connector with 50% of its contacts energized will carry approximately 75% as much current per contact as the single contact rating.
A connector with 100% of its contacts energized will carry approximately 60% as much current per contact as the single contact rating.
C. DAVE SCOPELLITI
As mentioned elsewhere, Dave has a wealth of test, application, industry, and processing knowledge, and is well-respected and well-known in the industry. That’s a polite way of saying he knows a lot and has been around for a long time. He’s been described as Moses in a lab coat; if you’ve ever seen Dave you understand what I’m talking about …