Have you ever wondered how the contacts get into a connector? Quite possibly not as they tend to be small and hidden, but the contact is at the very heart of connector design. This article is the first of a short series that looks at the life of a contact, from manufacturing to understanding its performance. Hopefully, by the end, you will have a better understanding of what the contact does and how it does it.
At the simplest level, a connector is a device that allows the joining of an electrical circuit in a repeatable way. All of the other features of connectors – robustness, environmental protection, shielding against radiation – are secondary to its fundamental purpose.
Performance
It is the contact that, in large part, dictates the performance of the connector. How much power the connector can carry, the speed of the signals through it, and even how many times the connector can be connected and disconnected – a mating cycle – is a function of the contact design.
It should be no surprise that connector companies like Samtec devote a lot of time and expertise to designing, manufacturing and testing of electrical contacts. By the time a new connector hits the market, you can be sure that thousands, if not millions, of contacts have been manufactured and put through their paces.
The key to making this volume of contacts is consistency. The manufacturing process relies on reliable, repeatable processes to guarantee that the first contact coming off the production line is identical to the millionth.
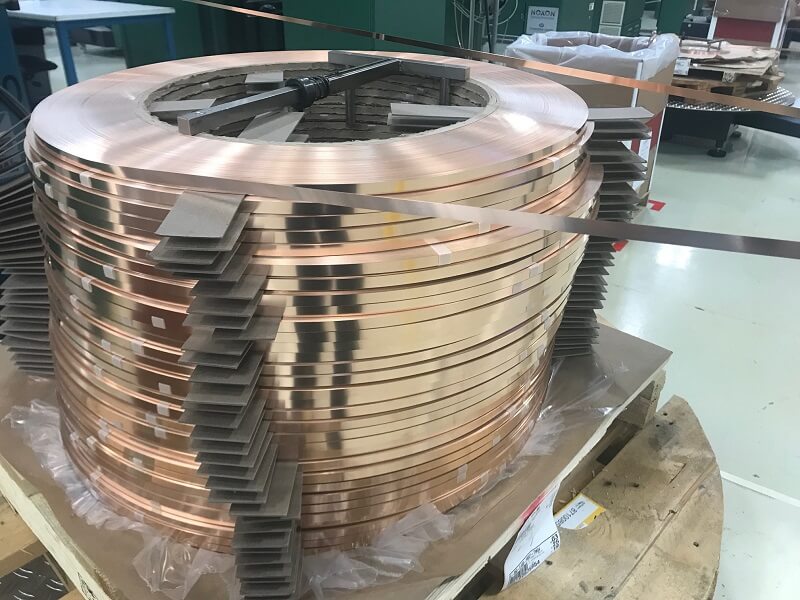
To achieve this herculean task, manufacturers rely on a stamping process. Despite the raw material consisting of coils of flat metal, it is perfectly possible to create complex shapes using a progressive stamping technique.
Precision
To make the most of the stamping technique required to make such a product requires some precision engineering, and vertically integrated companies like Samtec pride themselves on maintaining this expertise in-house. The die set is designed to create each contact in a continuous process that comprises a number of steps. During each step, the strip of raw material is fed into the die set and stopped whilst the tool cycles. The strip then progresses again, and the cycle repeats. During each cycle, the strip is under a different part of the tool, which means that each contact is formed in a series of discrete operations.
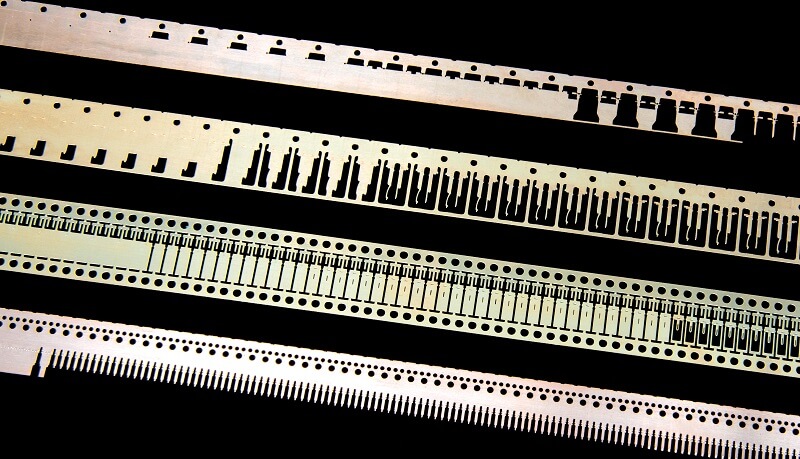
In the picture below, you can see the strip as it would appear at any moment. The strip enters from the left, and you can see the changes along the strip as each step of the process has been completed. This could be a cut to remove some material or a forming operation where the remaining material is progressively shaped into the desired form.
Speed
What is particularly impressive is that the machine operates at several hundred cycles per minute. This means that, at the frequency of several times every second, the strip must progress through the machine by a very precise amount. If it does not, each step of the process will not align with the previous one, and the result will be a mangled mass of metal.
The final output of this process are contacts, still attached in a single continuous strip, ready for the plating process. This video shows just a selection of the contact designs that Samtec use in their connectors, from high speed to high power.
In the next part of this series, we’ll look at how the electroplating process works. We’ll examine the different types of plating used and how they are applied to the stamped contacts. In the final part, we’ll consider how the manufacturing process affects the performance of the contact itself, and how you can use this information.


