
This is installment number four in our connector plating FAQs series of blogs. Why all the fuss about connector plating? Simply put, plating greatly impacts the quality and performance of the finished product, and Samtec receives countless questions on all things plating.
So it makes perfect sense to us to have a series of blogs on connector plating FAQs. If you want to catch up, here’s the link to connector plating FAQs #1, here’s a link to #2, and here’s a link to blog #3, you’re reading #4, and here’s a link to blog #5. For the record, I’m the one asking the questions, and Phil Eckert, Samtec’s Quality Engineering Manager, and Matt Brown, Principal Engineer, are doing the answering.
Finally, the goal here is to give a brief answer to the question. If you want more details about any of the below, please contact us at [email protected].
Are there new plating options or technologies on the horizon?
Let’s start with gold plating. Chemical manufacturers are trying to develop plating processes that reduce or eliminate the inherent porosity of plated gold. A goal is to get 10 µ” of Au to pass Mixed Flowing Gas testing.
Another potential avenue is lubricants. Lubricants continue to evolve and transfer into other technologies, including sealants. Base metal corrosion can be removed or greatly minimized if pores in the gold can be sealed.

Besides gold plating, a number of palladium options are also available. Most of these were researched because of the price of gold, but unfortunately, the price of palladium has spiked dramatically to the point where it is now not economical to use palladium instead of gold plating. Pure palladium, palladium-nickel, or palladium cobalt have been used as alternatives to hard gold; they typically receive a treatment of soft gold flash.
There’s also “diamond dust,” which refers to nanoparticles added to plating to refine their grain structures. There’s a lot of work underway on different types of particles.
Finally, some manufacturers are looking at changes to the nickel underplate, including alloys and “grain pinners.” These add a small amount of titanium to the nickel bath. This is a co-deposited alloy to “pin” the size of the nickel grains and improve its corrosion resistance.
What is the shelf life of gold- and tin-plated connectors?
The quick answer is Samtec recommends 12 months for Sn and 18 months for Au. The harder answer is, “it really depends.” Both of these surfaces are susceptible to oxidation in certain types of environments, and they both have to deal with the base metal migrating through the diffusion barrier (in our case, the nickel underplate), and into the connectivity layer (in our case, usually the gold).
First, connectors should be stored in a controlled environment – a stable room temperature and stable humidity. Second, they should exclude the typical industrial pollutants typically found in heavy manufacturing areas, like sulfur compounds and chlorine compounds. A connector can live long and prosper in such an environment.
As an aside, very occasionally we receive a question about contamination or corrosion on a connector. Typically, these customers are located close to the ocean, in an urban setting (where there are more likely to be pollutants in the atmosphere), and where the environment is warm/hot. The problem with what we just described is, that’s where most of the people in the world live – close to the ocean, in a warm environment, and in an urban setting.
What is that small, unplated line on the pin? Will it lead to corrosion?
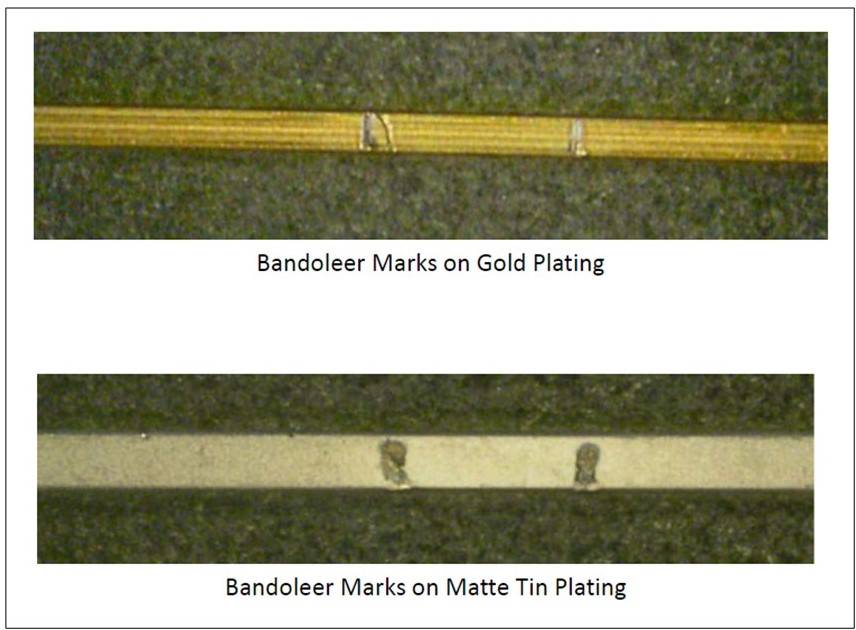
That is a “bandoleer mark.” A bandoleer is a piece of stamped metal whose job is to carry the pin through the plating and manufacturing/assembly processes. Bandoleers are primarily used to hold square post pins used in terminal strip connector products (see this product, for example).
Bandoleer marks are always going to be present on the pins, and Samtec (as well as most other connector manufacturers) tries to locate these marks in a non-critical area of the pin. Real-world-speaking, this is rarely, if ever, an issue for our customers.
Does tin plating discolor in convection ovens? Is that a problem?
Yes, tin plating will discolor in convection ovens. It’s an inherent property that tin–plated pins begin to oxidize as soon as they are exposed to air. That’s one of the reasons why Samtec takes special precautions in storing connectors with tin-plated pins.
Oxygen will accelerate the oxidation process; every 10° C increase doubles the reaction rate. Therefore, sending a connector through a convection oven will increase the level of oxidation, even if it’s only for a short time. We do expect some discoloration in our tin-plated connectors as they are processed. Having said that, usually, we do not have quality issues.
Higher normal forces in the mating terminal pin/contact break through the oxidation layer, and flux is used in solder paste to reduce oxidation.
How can I prevent solder wicking?
Samtec tries to create an area on the pin that does not readily accept solder paste. This may be some type of nickel barrier which separates the tin from the gold plating. The solder will obviously wet to the tin but stop at the nickel. We are attempting to create a physical barrier between the tail (the part of the pin you want to solder) and the contact area (the part of the pin you don’t want to solder).
On many smaller connector systems, which don’t have much room to create a significant nickel barrier (i.e., the pins are very low profile (i.e., short)), some connector manufacturers will use laser ablation to burn away the gold, and in some cases, even the nickel or tin, to create a barrier layer to prevent wicking.
There’s also back stripping – which Samtec doesn’t offer – which strips away surface finish to expose a surface that is less likely to wet solder.
If you have questions, please direct them to [email protected].



Leave a Reply